การฉีดขึ้นรูปเป็นวิธีการเพื่อให้ได้ผลิตภัณฑ์ที่ขึ้นรูปโดยการฉีดวัสดุพลาสติกที่หลอมเหลวด้วยความร้อนเข้าไปในแม่พิมพ์ แล้วทำให้เย็นและทำให้แข็งตัว
วิธีนี้เหมาะสำหรับการผลิตจำนวนมากของผลิตภัณฑ์ที่มีรูปร่างซับซ้อน และใช้พื้นที่ส่วนใหญ่ในการแปรรูปพลาสติก
วงจรกระบวนการ
รอบกระบวนการสำหรับการฉีดขึ้นรูปนั้นสั้นมาก โดยปกติจะอยู่ระหว่าง 2 วินาทีถึง 2 นาที และประกอบด้วยสี่ขั้นตอนต่อไปนี้:
การหนีบ - ก่อนที่จะฉีดวัสดุเข้าไปในแม่พิมพ์ ต้องปิดสองส่วนของแม่พิมพ์ให้แน่นก่อนโดยชุดจับยึด แต่ละครึ่งหนึ่งของแม่พิมพ์ติดอยู่กับเครื่องฉีดพลาสติก และอีกครึ่งหนึ่งสามารถเลื่อนได้ ชุดจับยึดที่ขับเคลื่อนด้วยพลังไฮดรอลิกจะดันครึ่งของแม่พิมพ์เข้าหากัน และออกแรงที่เพียงพอเพื่อให้แม่พิมพ์ปิดอย่างแน่นหนาในขณะที่ฉีดวัสดุ เวลาที่ต้องใช้ในการปิดและยึดแม่พิมพ์ขึ้นอยู่กับเครื่องจักร - เครื่องจักรขนาดใหญ่ (ที่มีแรงจับยึดมากกว่า) จะต้องใช้เวลามากขึ้น เวลานี้สามารถประมาณได้จากรอบเวลาแห้งของเครื่อง
การฉีด - วัตถุดิบพลาสติกมักจะอยู่ในรูปของเม็ดพลาสติก จะถูกป้อนเข้าสู่เครื่องฉีดพลาสติก และเคลื่อนเข้าสู่แม่พิมพ์โดยชุดฉีด ในระหว่างขั้นตอนนี้ วัสดุจะหลอมละลายด้วยความร้อนและความดัน จากนั้นพลาสติกที่หลอมเหลวจะถูกฉีดเข้าไปในแม่พิมพ์อย่างรวดเร็วและเกิดการสะสมตัวของชุดแรงดันและยึดวัสดุไว้ ปริมาณของวัสดุที่ฉีดจะเรียกว่าช็อต เวลาในการฉีดเป็นเรื่องยากที่จะคำนวณได้อย่างถูกต้องเนื่องจากการไหลของพลาสติกหลอมเหลวที่ซับซ้อนและเปลี่ยนแปลงในแม่พิมพ์ อย่างไรก็ตาม เวลาในการฉีดสามารถประเมินได้จากปริมาณการฉีด แรงดันการฉีด และกำลังการฉีด
คูลลิ่ง - พลาสติกหลอมเหลวที่อยู่ภายในแม่พิมพ์จะเริ่มเย็นตัวทันทีที่สัมผัสกับพื้นผิวแม่พิมพ์ภายใน เมื่อพลาสติกเย็นลงจะแข็งตัวเป็นรูปร่างตามส่วนที่ต้องการ อย่างไรก็ตาม ระหว่างการทำความเย็น การหดตัวของชิ้นส่วนอาจเกิดขึ้น การบรรจุวัสดุในขั้นตอนการฉีดขึ้นรูปช่วยให้วัสดุเพิ่มเติมไหลเข้าสู่แม่พิมพ์และลดปริมาณการหดตัวที่มองเห็นได้ ไม่สามารถเปิดแม่พิมพ์ได้จนกว่าจะหมดเวลาระบายความร้อนที่ต้องการ เวลาในการระบายความร้อนสามารถประมาณได้จากคุณสมบัติทางอุณหพลศาสตร์หลายประการของพลาสติกและความหนาของผนังสูงสุดของชิ้นส่วน
ดีดออก - หลังจากเวลาผ่านไปพอสมควร ส่วนที่เย็นลงอาจถูกขับออกจากแม่พิมพ์โดยระบบดีดออก ซึ่งติดอยู่ที่ครึ่งหลังของแม่พิมพ์ เมื่อแม่พิมพ์เปิดออก จะมีการใช้กลไกดันชิ้นส่วนออกจากแม่พิมพ์ ต้องใช้แรงในการดีดชิ้นส่วนออก เนื่องจากระหว่างการหล่อเย็น ชิ้นส่วนจะหดตัวและยึดติดกับแม่พิมพ์ เพื่ออำนวยความสะดวกในการขับชิ้นส่วนออก สามารถฉีดพ่นน้ำยาถอดแบบลงบนพื้นผิวของโพรงแม่พิมพ์ก่อนที่จะฉีดวัสดุ เวลาที่ต้องใช้ในการเปิดแม่พิมพ์และนำชิ้นส่วนออกสามารถประมาณได้จากรอบเวลาแห้งของเครื่อง และควรรวมเวลาเพื่อให้ชิ้นส่วนหลุดออกจากแม่พิมพ์ เมื่อนำชิ้นส่วนออกมาแล้ว สามารถหนีบแม่พิมพ์ให้ปิดเพื่อฉีดช็อตต่อไปได้
หลังจากรอบการฉีดขึ้นรูป โดยทั่วไปจำเป็นต้องมีการประมวลผลภายหลัง ในระหว่างการหล่อเย็น วัสดุในช่องของแม่พิมพ์จะแข็งตัวติดกับชิ้นส่วน วัสดุส่วนเกินนี้ รวมทั้งแสงวาบที่เกิดขึ้น ต้องเล็มออกจากชิ้นส่วน โดยทั่วไปแล้วจะใช้คัตเตอร์ สำหรับวัสดุบางประเภท เช่น เทอร์โมพลาสติก เศษวัสดุที่เกิดจากการตัดแต่งนี้สามารถรีไซเคิลได้โดยใส่ลงในเครื่องบดพลาสติก หรือที่เรียกว่าเครื่องบดย่อยหรือเครื่องบดละเอียด ซึ่งจะบดเศษวัสดุเป็นเม็ด เนื่องจากการเสื่อมสภาพของคุณสมบัติของวัสดุ การบดจะต้องผสมกับวัตถุดิบในอัตราส่วนการบดที่เหมาะสมเพื่อนำกลับมาใช้ใหม่ในกระบวนการฉีดขึ้นรูป
เครื่องมือ
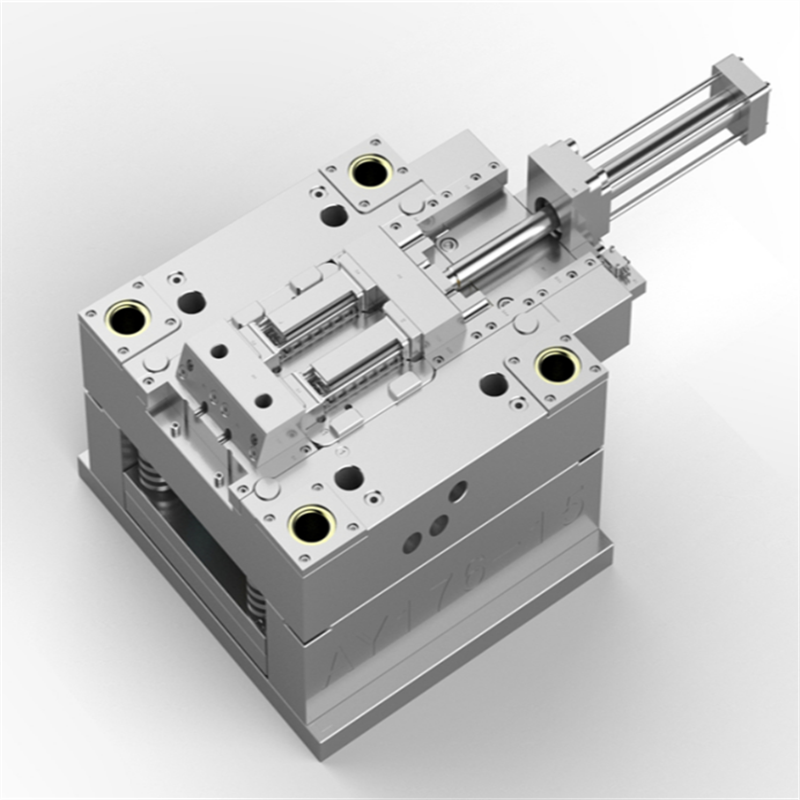
กระบวนการฉีดขึ้นรูปใช้แม่พิมพ์ซึ่งโดยทั่วไปทำจากเหล็กหรืออะลูมิเนียมเป็นเครื่องมือแบบกำหนดเอง แม่พิมพ์มีส่วนประกอบหลายอย่าง แต่สามารถแบ่งออกเป็นสองส่วนได้ แต่ละครึ่งติดอยู่ภายในเครื่องฉีดพลาสติก และครึ่งหลังสามารถเลื่อนได้ เพื่อให้สามารถเปิดและปิดแม่พิมพ์ได้ตามแนวการแยกส่วนของแม่พิมพ์ ส่วนประกอบหลักสองส่วนของแม่พิมพ์คือแกนแม่พิมพ์และโพรงแม่พิมพ์ เมื่อปิดแม่พิมพ์ ช่องว่างระหว่างแกนแม่พิมพ์และโพรงแม่พิมพ์จะก่อตัวเป็นโพรงชิ้นส่วน ซึ่งจะถูกเติมด้วยพลาสติกหลอมเหลวเพื่อสร้างชิ้นส่วนที่ต้องการ บางครั้งใช้แม่พิมพ์แบบหลายช่อง ซึ่งแม่พิมพ์สองส่วนจะสร้างช่องส่วนที่เหมือนกันหลายช่อง
แกนแม่พิมพ์และโพรงแม่พิมพ์แต่ละอันจะติดตั้งเข้ากับฐานแม่พิมพ์ ซึ่งจากนั้นจะยึดเข้ากับแท่นวางภายในเครื่องฉีดพลาสติก ครึ่งหน้าของฐานแม่พิมพ์ประกอบด้วยแผ่นรองรับซึ่งติดโพรงแม่พิมพ์ บูชสปรู ซึ่งวัสดุจะไหลออกจากหัวฉีด และวงแหวนระบุตำแหน่งเพื่อจัดฐานแม่พิมพ์ให้ตรงกับหัวฉีด ครึ่งหลังของฐานแม่พิมพ์มีระบบดีดออกซึ่งติดแกนแม่พิมพ์และแผ่นรองรับ เมื่อชุดจับยึดแยกครึ่งแม่พิมพ์ แถบดีดออกจะสั่งงานระบบดีดออก แถบอีเจ็คเตอร์ดันแผ่นอีเจ็คเตอร์ไปข้างหน้าภายในกล่องอีเจ็คเตอร์ ซึ่งจะดันพินอีเจ็คเตอร์เข้าไปในส่วนที่ขึ้นรูป เครื่องเป่าหมุดดันส่วนที่แข็งตัวออกจากโพรงแม่พิมพ์ที่เปิดอยู่
เพื่อให้พลาสติกที่หลอมเหลวไหลเข้าไปในโพรงแม่พิมพ์ ช่องต่างๆ จะถูกรวมเข้ากับการออกแบบแม่พิมพ์ ขั้นแรก พลาสติกหลอมเหลวจะเข้าสู่แม่พิมพ์ผ่านทางป่วง ช่องเพิ่มเติมที่เรียกว่า ทางวิ่ง นำพลาสติกหลอมเหลวจากป่วงไปยังโพรงทั้งหมดที่ต้องเติม ในตอนท้ายของแต่ละรันเนอร์ พลาสติกที่หลอมเหลวจะเข้าสู่โพรงผ่านประตูซึ่งควบคุมการไหล พลาสติกหลอมเหลวที่แข็งตัวภายในตัววิ่งเหล่านี้จะติดอยู่กับชิ้นส่วนและต้องแยกออกจากกันหลังจากที่นำชิ้นส่วนออกจากแม่พิมพ์แล้ว อย่างไรก็ตาม บางครั้งก็ใช้ระบบ Hot Runner ซึ่งให้ความร้อนแก่ช่องแยกอิสระ ทำให้วัสดุที่บรรจุอยู่ละลายและหลุดออกจากชิ้นส่วนได้ ช่องอีกประเภทหนึ่งที่สร้างขึ้นในแม่พิมพ์คือช่องระบายความร้อน ช่องเหล่านี้ช่วยให้น้ำไหลผ่านผนังแม่พิมพ์ที่อยู่ติดกับโพรงและทำให้พลาสติกหลอมเหลวเย็นลง
นอกจากรันเนอร์และประตูแล้ว ยังมีประเด็นการออกแบบอื่นๆ อีกมากมายที่ต้องพิจารณาในการออกแบบแม่พิมพ์ ประการแรก แม่พิมพ์ต้องปล่อยให้พลาสติกหลอมเหลวไหลเข้าไปในโพรงทั้งหมดได้ง่าย สิ่งที่สำคัญไม่แพ้กันคือการถอดส่วนที่แข็งตัวออกจากแม่พิมพ์ ดังนั้นต้องใช้มุมร่างกับผนังแม่พิมพ์ การออกแบบแม่พิมพ์ต้องรองรับลักษณะที่ซับซ้อนบนชิ้นส่วน เช่น รอยตัดด้านล่างหรือเกลียว ซึ่งจะต้องใช้ชิ้นส่วนแม่พิมพ์เพิ่มเติม อุปกรณ์เหล่านี้ส่วนใหญ่เลื่อนเข้าไปในโพรงชิ้นส่วนผ่านทางด้านข้างของแม่พิมพ์ และด้วยเหตุนี้จึงเรียกว่า สไลด์ หรือการดำเนินการด้านข้าง ประเภท side-action ที่พบมากที่สุดคือ side-core ซึ่งทำให้สามารถขึ้นรูป undercut ภายนอกได้ อุปกรณ์อื่นๆ เข้ามาทางปลายแม่พิมพ์ตามทิศทางของการแยก เช่น ตัวยกแกนภายใน ซึ่งสามารถสร้างรอยตัดภายในได้ ในการขึ้นรูปเกลียวในชิ้นส่วน จำเป็นต้องใช้อุปกรณ์คลายเกลียว ซึ่งสามารถหมุนออกจากแม่พิมพ์ได้หลังจากสร้างเกลียวแล้ว


การฉีดขึ้นรูปเป็นวิธีการขึ้นรูปผลิตภัณฑ์โดยการฉีดพลาสติกหลอมเหลวลงในแม่พิมพ์ จากนั้นทำให้เย็นและแข็งตัว ซึ่งเหมาะสำหรับการผลิตจำนวนมากและผลิตภัณฑ์ที่มีรูปร่างซับซ้อน ไม่เพียงแต่ชิ้นส่วนยานยนต์ที่เป็นพลาสติกเท่านั้น ชิ้นส่วนฉีดพลาสติกยังถูกใช้ในอุตสาหกรรมต่างๆ และ ชีวิตประจำวันของเรา เรานำเสนอบริการฉีดขึ้นรูปคุณภาพสูงราคาประหยัด โปรดติดต่อเราสำหรับผลิตภัณฑ์พลาสติกแบบกำหนดเองใด ๆ
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นหนึ่งในกระบวนการผลิตที่ใช้บ่อยที่สุดสำหรับการสร้างชิ้นส่วนพลาสติก ด้วยความแม่นยำสูง ทำซ้ำได้ และประหยัดต้นทุนตามขนาด การฉีดขึ้นรูปจึงถูกนำมาใช้เพื่อผลิตผลิตภัณฑ์และชิ้นส่วนที่หลากหลาย ตั้งแต่เม็ดมีดทางการแพทย์ที่เล็กที่สุดไปจนถึงชิ้นส่วนยานยนต์และการบินและอวกาศและการป้องกัน กระบวนการฉีดขึ้นรูปต้องใช้เครื่องฉีดพลาสติก วัสดุพลาสติกดิบ และแม่พิมพ์กลึง วัตถุดิบพลาสติกดิบจะถูกหลอมในหน่วยการฉีดก่อน จากนั้นจึงถูกฉีดเข้าไปในแม่พิมพ์ ซึ่งส่วนใหญ่มักทำจากเหล็กหรืออะลูมิเนียม ซึ่งจะทำให้เย็นลงและแข็งตัวเป็นชิ้นส่วนพลาสติกขั้นสุดท้าย ขั้นตอนสำคัญในกระบวนการฉีดขึ้นรูป ได้แก่ การหนีบ การฉีด การทำให้เย็น และการดีดออก
เรียนรู้เพิ่มเติม
บริการหลักของอุตสาหกรรมเครื่องผลิตกระดาษ ได้แก่ การขึ้นรูปแบบเม็ดมีด การขึ้นรูปแบบทับ & การฉีดขึ้นรูปสองสี รวมถึงการใช้เครื่องจักรซีเอ็นซี ด้วยประสบการณ์มากกว่า 10 ปี อุตสาหกรรม Papler สามารถผลิตชิ้นส่วนพลาสติกสำหรับฉีดขึ้นรูปในราคาย่อมเยา ชิ้นส่วนฉีดขึ้นรูป และชิ้นส่วนขึ้นรูปทับตามข้อกำหนด รูปวาด หรือตัวอย่างของลูกค้า
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปและการฉีดขึ้นรูปเป็นกระบวนการผลิตที่ใช้กันมากที่สุดสำหรับการผลิตชิ้นส่วนพลาสติก หมายถึงวิธีการที่ภายใต้อุณหภูมิหนึ่ง วัสดุพลาสติกที่หลอมละลายอย่างสมบูรณ์โดยการกวนด้วยสกรูจะถูกฉีดเข้าไปในโพรงแม่พิมพ์ด้วยความดันสูง จากนั้นทำให้เย็นและแข็งตัวเพื่อให้ได้ผลิตภัณฑ์แม่พิมพ์ฉีด วิธีนี้ประหยัดค่าใช้จ่ายจริง ๆ และเหมาะสำหรับการผลิตชิ้นส่วนที่มีรูปร่างซับซ้อนเป็นจำนวนมาก มีหกขั้นตอนหลัก: การปิดแม่พิมพ์ การฉีดกาว การรักษาแรงดัน การทำความเย็น การเปิดแม่พิมพ์ และการถอดผลิตภัณฑ์ การขึ้นรูปยังมีวัสดุ สี และการกำหนดค่าที่หลากหลายที่สุดเมื่อเทียบกับการใช้เครื่องจักร CNC หรือแม้แต่การพิมพ์ 3 มิติ นอกเหนือจากวัสดุแล้ว ชิ้นส่วนที่ฉีดขึ้นรูปยังสามารถมีเครื่องสำอาง น้ำยาขัดเงา หรือพื้นผิวพื้นผิวแบบกำหนดเองได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตที่วัสดุหลอมเหลวถูกฉีดเข้าไปในแม่พิมพ์ภายใต้ความดันสูง จากนั้นจะถูกทำให้เย็นและแข็งตัวเพื่อให้ได้ผลิตภัณฑ์ขั้นสุดท้าย เมื่อคุณต้องการสร้างผลิตภัณฑ์มวลรวมที่มีประสิทธิภาพสูงด้วยอัตราที่เร็วขึ้น การฉีดขึ้นรูปเป็นเทคนิคที่ดีที่สุดวิธีหนึ่งในการทำสิ่งต่างๆ ให้สำเร็จลุล่วง เป็นหนึ่งในวิธีการผลิตชิ้นส่วนพลาสติกที่ได้รับความไว้วางใจมากที่สุด และมีคุณสมบัติที่เป็นมิตรกับการผลิตที่ให้ผลกำไรมากมาย มีการใช้กันอย่างแพร่หลายในหลายอุตสาหกรรมเนื่องจากคุณสมบัติที่ยอดเยี่ยม เช่น ความสามารถในการออกแบบชิ้นส่วนที่ซับซ้อน ตัวเลือกวัสดุและสีขนาดใหญ่ ความแข็งแรงที่เพิ่มขึ้น และอื่นๆ อีกมากมาย
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้กับวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูปด้วยแม่พิมพ์) แก้ว อิลาสโตเมอร์ ลูกกวาด และโพลีเมอร์เทอร์โมพลาสติกและเทอร์โมเซตติงโดยทั่วไป วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปใช้เครื่องจักรพิเศษที่ประกอบด้วยสามส่วน: หน่วยฉีด แม่พิมพ์ และแคลมป์ ชิ้นส่วนที่จะฉีดขึ้นรูปต้องได้รับการออกแบบอย่างระมัดระวังเพื่อช่วยให้กระบวนการขึ้นรูปง่ายขึ้น ต้องคำนึงถึงวัสดุที่ใช้สำหรับชิ้นส่วน รูปร่างและคุณลักษณะที่ต้องการ วัสดุของแม่พิมพ์ และคุณสมบัติของเครื่องขึ้นรูป ความเก่งกาจของการฉีดขึ้นรูปได้รับการอำนวยความสะดวกโดยข้อพิจารณาและความเป็นไปได้ในการออกแบบที่หลากหลายนี้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนในปริมาณมาก โดยทั่วไปจะใช้มากที่สุดในกระบวนการผลิตจำนวนมากซึ่งชิ้นส่วนเดียวกันถูกสร้างขึ้นเป็นพันหรือล้านครั้งติดต่อกัน
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นวิธีการเพื่อให้ได้ผลิตภัณฑ์ที่ขึ้นรูปโดยการฉีดวัสดุพลาสติกที่หลอมเหลวด้วยความร้อนเข้าไปในแม่พิมพ์ แล้วทำให้เย็นและทำให้แข็งตัววิธีนี้เหมาะสำหรับการผลิตจำนวนมากของผลิตภัณฑ์ที่มีรูปร่างซับซ้อน และใช้พื้นที่ส่วนใหญ่ในการแปรรูปพลาสติก
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกต้นแบบเป็นกระบวนการที่ใช้ในการผลิตชิ้นส่วนพลาสติกแบบกำหนดเองในปริมาณน้อยหรือมากสำหรับใช้ในเชิงพาณิชย์และอุตสาหกรรม ตั้งแต่ส่วนประกอบด้านความปลอดภัยในรถยนต์ที่ซับซ้อนไปจนถึงผลิตภัณฑ์ที่เรียบง่าย เช่น ที่ใส่นามบัตร การใช้งานครอบคลุมอุตสาหกรรมหลายประเภท ผู้เชี่ยวชาญด้านการฉีดขึ้นรูปของเราตั้งตารอที่จะได้ร่วมงานกับคุณในโครงการสร้างแม่พิมพ์เพื่อเป็นขั้นตอนต่อไปในการผลิตชิ้นส่วนแม่พิมพ์แบบกำหนดเองของคุณ
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกมีต้นทุนการผลิตต่ำ ผลิตชิ้นส่วนพลาสติกที่มีความแม่นยำสูง และสามารถทำงานกับวัสดุเทอร์โมพลาสติกชนิดใดก็ได้ การฉีดขึ้นรูปสามารถรองรับปริมาณการผลิตส่วนใหญ่ ผลิตชิ้นส่วนที่มีขนาดแตกต่างกัน และสามารถทำซ้ำได้อย่างมาก
เรียนรู้เพิ่มเติม
เป็นที่ทราบกันดีว่าชิ้นส่วนและส่วนประกอบพลาสติกช่วยลดต้นทุนและเพิ่มประสิทธิภาพในหลายอุตสาหกรรม แต่ไม่มีที่ใดที่ข้อดีของพลาสติกชัดเจนกว่าในอุตสาหกรรมชิ้นส่วนพลาสติกยานยนต์ พลาสติกช่วยเพิ่มประสิทธิภาพการใช้เชื้อเพลิง ต้านทานการกัดกร่อนที่ดีขึ้น ความยืดหยุ่นในการออกแบบที่มากขึ้น ความทนทานที่เหนือกว่า ประสิทธิภาพที่สูงขึ้น และต้นทุนที่ต่ำลง พลาสติกที่อ่อนตัวได้อย่างน่าทึ่งยังแข็งแรงพอที่จะยึดโครงสร้างและรูปร่างไว้ได้
เรียนรู้เพิ่มเติม
เครื่องมือแม่พิมพ์ฉีดพิมพ์ 3 มิติช่วยให้นักออกแบบสามารถพิมพ์และขึ้นรูปชิ้นส่วนซ้ำได้หลายครั้ง สิ่งนี้ทำให้พวกเขามีอิสระในการสำรวจการออกแบบอื่นๆ อีกมากมาย และมั่นใจได้ว่าการออกแบบขั้นสุดท้ายของพวกเขาจะเป็นการออกแบบที่ถูกต้อง
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกเป็นกระบวนการผลิตที่ช่วยให้สามารถผลิตชิ้นส่วนได้ในปริมาณมาก ทำงานโดยการฉีดวัสดุหลอมเหลวเข้าไปในแม่พิมพ์ โดยทั่วไปจะใช้เป็นกระบวนการผลิตจำนวนมากเพื่อผลิตสินค้าที่เหมือนกันหลายพันชิ้น วัสดุฉีดขึ้นรูป ได้แก่ โลหะ แก้ว อีลาสโตเมอร์ และลูกกวาด แม้ว่าส่วนใหญ่จะใช้กับเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์
เรียนรู้เพิ่มเติม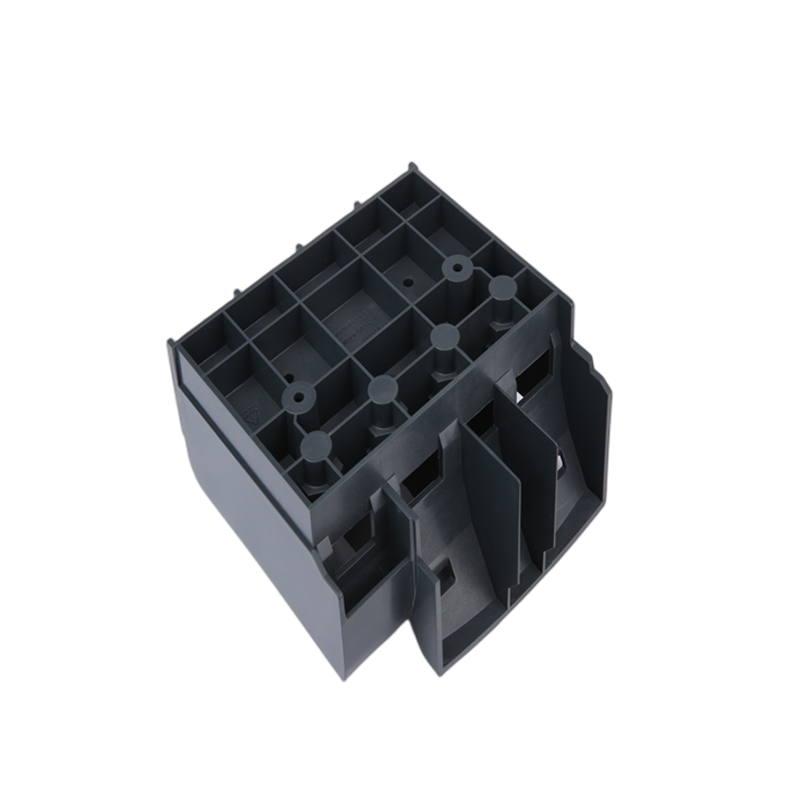
Papler Industry Co.,Ltd มีตัวเลือกบริการฉีดพลาสติกสองแบบ - การสร้างต้นแบบและการผลิตตามสั่ง - โดยแต่ละตัวเลือกให้ประโยชน์ที่แตกต่างกันขึ้นอยู่กับความต้องการของโครงการของคุณ หากปริมาณชิ้นส่วนสูงขึ้น ราคาชิ้นส่วนที่จับต้องได้ก็มีความสำคัญและต้องเปลี่ยนการผลิตอย่างรวดเร็วตลอดวงจรชีวิตผลิตภัณฑ์ สำหรับตัวเลือกการผลิตตามความต้องการของเรานี้เหมาะอย่างยิ่ง
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกเป็นกระบวนการที่ทรงคุณค่าในการสร้างชิ้นส่วนพลาสติก กระบวนการนี้รวดเร็ว ราคาถูก และช่วยสร้างวัตถุที่เหมือนกันในปริมาณมหาศาล ข้อได้เปรียบที่สำคัญที่สุดประการหนึ่งของการฉีดขึ้นรูปคือผิวสำเร็จตามธรรมชาติของชิ้นส่วนแม่พิมพ์ แม้จะไม่มีการตกแต่งพื้นผิวการฉีดขึ้นรูปหรือกระบวนการหลังการประมวลผล ชิ้นส่วนแบบหล่อก็มีผิวสำเร็จที่เรียบเหมาะสำหรับการใช้งานขั้นสุดท้ายหลายประเภท
เรียนรู้เพิ่มเติม
Papler Industry Co.,Ltd ได้นำเสนอผลิตภัณฑ์แม่พิมพ์ฉีดพลาสติกคุณภาพสูง การออกแบบผลิตภัณฑ์พลาสติก การสร้างแม่พิมพ์ฉีดพลาสติกคุณภาพสูง และความเชี่ยวชาญด้านเทคนิคในการฉีดพลาสติกเป็น DNA ของบริษัทของเรา ตั้งแต่การช่วยลูกค้าออกแบบชิ้นส่วนพลาสติกแบบกำหนดเองไปจนถึงการนำเสนอการฉีดขึ้นรูปแบบกำหนดเองในปริมาณน้อยและปริมาณมาก การฉีดขึ้นรูปต้นแบบ และบริการการขึ้นรูปแบบเม็ดมีด เราเพิ่มขีดความสามารถของเราอย่างต่อเนื่องผ่านความต้องการของลูกค้า
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกเป็นกระบวนการผลิตที่เรซินในถังถูกทำให้ร้อนจนหลอมเหลว จากนั้นจึงฉีดเข้าไปในแม่พิมพ์เพื่อสร้างชิ้นส่วนเทอร์โมพลาสติกระดับการผลิตขั้นสุดท้าย
เรียนรู้เพิ่มเติม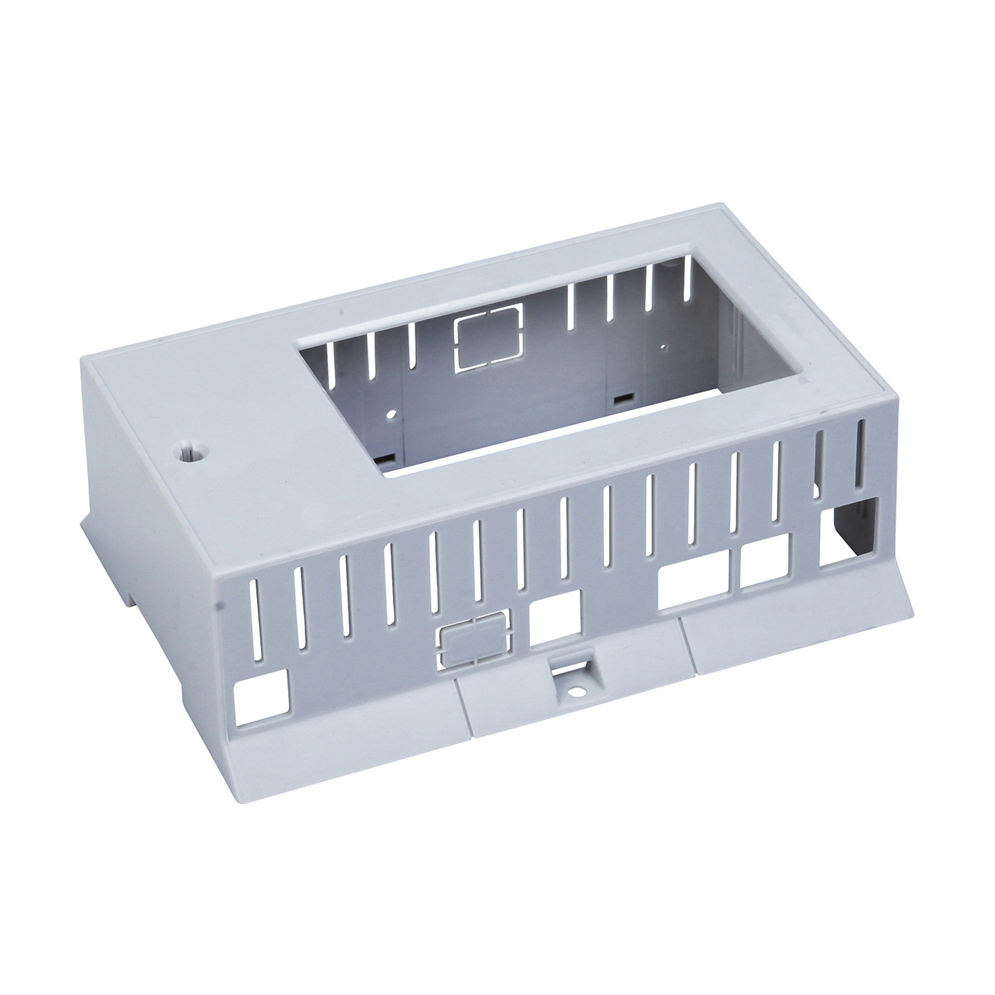
การฉีดขึ้นรูปพลาสติกเป็นกระบวนการที่ใช้บ่อยที่สุดในการผลิตชิ้นส่วนพลาสติก กระบวนการนี้ทำให้มีอัตราการผลิตสูง มีความทนทานสูงที่ทำซ้ำได้ ให้ความยืดหยุ่นในการสร้างรูปทรงที่ซับซ้อน และแสดงต้นทุนแรงงานต่ำ อาจเพิ่มกราฟิกได้โดยการรวมชิ้นส่วนแม่พิมพ์ฉีดพลาสติกเข้ากับการพ่นสีและการกัดด้วยเลเซอร์
เรียนรู้เพิ่มเติม
กล่องพลาสติกและกล่องหุ้มอิเล็กทรอนิกส์ได้รับการออกแบบมาสำหรับอุปกรณ์อิเล็กทรอนิกส์ต่างๆ รวมถึงเครื่องส่งสัญญาณเสียง เครื่องส่งสัญญาณวิดีโอ เครื่องเกม อุปกรณ์ควบคุมระยะไกล อุปกรณ์ทดสอบ และอื่นๆ กล่องเหล่านี้ทำจากพลาสติก ABS และมีความทนทานเป็นพิเศษ ด้วยอุปกรณ์การผลิตที่ครบครันและความใส่ใจในกระบวนการผลิตอย่างเข้มงวด รวมถึงการออกแบบแม่พิมพ์ การฉีดขึ้นรูป การประกอบ และอื่นๆ เรารับประกันความแม่นยำของโครงเครื่อง เรายังมีกล่องพลาสติกอิเล็กทรอนิกส์และกล่องหุ้มเพื่อตอบสนองความต้องการพิเศษอีกด้วย
เรียนรู้เพิ่มเติม
ประโยชน์ใช้สอยและความสวยงาม แสงสว่างเป็นสิ่งจำเป็นสำหรับยานยนต์ ไฟส่องสว่างสมัยใหม่ไม่เพียงแต่ให้ทัศนวิสัยที่เหมาะสมแก่ผู้ขับขี่เท่านั้น แต่ยังช่วยเพิ่มความปลอดภัยด้วยเทคโนโลยีปรับแสงอัตโนมัติที่ผสานกับระบบช่วยเหลือการขับขี่ขั้นสูง Papler Industry Co.,Ltd ขอเสนอโซลูชั่นที่หลากหลายสำหรับไฟหน้ารถพลาสติก
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปพลาสติกคือการส่งมอบต้นแบบ สะพาน และการฉีดขึ้นรูปการผลิตอย่างรวดเร็ว รวมถึงการขึ้นรูปเกิน การขึ้นรูปแบบแทรก และการหล่อยูรีเทน
เรียนรู้เพิ่มเติม
การฉีดพลาสติกเทอร์โมพลาสติกเป็นกระบวนการผลิตที่สร้างชิ้นส่วนที่ใช้งานได้อย่างสมบูรณ์โดยการฉีดเม็ดพลาสติกเข้าไปในแม่พิมพ์ที่ทำไว้ล่วงหน้า มีหมวดหมู่ย่อยหลายประเภท เช่น การฉีดขึ้นรูปแบบเร็ว ซึ่งใช้ดีที่สุดในการปรับแต่งต้นแบบก่อนที่จะมีการผลิตผลิตภัณฑ์ หมวดหมู่ย่อยอีกประเภทหนึ่งคือการฉีดขึ้นรูปเพื่อการผลิต ซึ่งเหมาะที่สุดสำหรับการรันผลิตภัณฑ์ทั้งหมด
เรียนรู้เพิ่มเติม
นักพัฒนาใช้กระบวนการฉีดขึ้นรูปเทอร์โมพลาสติกสำหรับการใช้งานหลายประเภท เนื่องจากสามารถผลิตอะไรก็ได้ตั้งแต่แผงประตูรถยนต์ไปจนถึงเคสโทรศัพท์มือถือด้วยความแม่นยำและพื้นผิวที่ดี ยิ่งไปกว่านั้น ยังเป็นมาตรฐานอุตสาหกรรมสำหรับการผลิตชิ้นส่วนแม่พิมพ์พลาสติก ดังนั้นนักพัฒนาจึงมั่นใจได้ว่าพวกเขากำลังผลิตผลิตภัณฑ์ที่มีคุณภาพหากพวกเขาใช้เส้นทางนี้ในกระบวนการพัฒนา
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการที่เม็ดพลาสติกถูกหลอมและฉีดภายใต้แรงดันสูงเข้าไปในโพรงแม่พิมพ์ จากนั้นชิ้นส่วนที่ขึ้นรูปจะถูกดีดออก และดำเนินการซ้ำอีกครั้ง ผลิตภัณฑ์สำเร็จรูปสามารถนำไปใช้ตามที่เป็นอยู่ หรือเป็นส่วนประกอบของผลิตภัณฑ์อื่นๆ
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปใช้แรงดันสูงมากและโดยทั่วไปแล้วเครื่องจักรจะเป็นแบบไฮดรอลิกหรือไฟฟ้ามากขึ้นเรื่อยๆ เครื่องมือสำหรับการฉีดขึ้นรูปเพื่อการผลิตต้องสามารถอยู่รอดได้ภายใต้แรงดันสูงและทำจากเหล็กหรืออลูมิเนียม ต้นทุนเครื่องมือที่มีศักยภาพสูงมักเป็นตัวขับเคลื่อนความประหยัดของงานขึ้นรูปพลาสติก การฉีดขึ้นรูปเป็นวิธีที่มีประสิทธิภาพในการผลิตชิ้นส่วนแบบกำหนดเอง
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นแม่พิมพ์ที่ทำจากไฟล์ CAD นั่นเป็นส่วนที่ลำบากของกระบวนการเนื่องจากต้องใช้เวลาในการสร้างแม่พิมพ์ แม่พิมพ์ดังกล่าวมักทำจากอะลูมิเนียมหรือเหล็กกล้า หลังจากสร้างแม่พิมพ์แล้ว เรซินเทอร์โมพลาสติกจะถูกฉีดเข้าไป จากนั้นทิ้งไว้ให้แข็งตัวและสร้างชิ้นส่วน ขั้นแรก วัสดุจะถูกป้อนเข้าไปในถังความร้อนก่อนที่จะส่งเข้าไปในแม่พิมพ์เพื่อให้เย็นและแข็งตัว หลังจากการบ่ม ชิ้นส่วนจะถูกนำออกจากแม่พิมพ์และกระบวนการจะเริ่มต้นใหม่จนกว่าชิ้นส่วนจะเสร็จสิ้น
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นหนึ่งในวิธีการผลิตแบบดั้งเดิมที่หลากหลายที่สุด โดยสร้างชิ้นส่วนที่ซับซ้อน ทนทาน และเชื่อถือได้ การฉีดขึ้นรูปผลิตชิ้นส่วนที่ตอบสนองวัตถุประสงค์ต่างๆ
เรียนรู้เพิ่มเติม
เมื่อสร้างแม่พิมพ์แล้ว การฉีดขึ้นรูปจะผลิตชิ้นส่วนได้อย่างรวดเร็วอย่างไม่น่าเชื่อ ทำให้เป็นวิธีที่เหมาะสำหรับการผลิตในปริมาณมาก
เรียนรู้เพิ่มเติม
ด้วยพลาสติกที่หลากหลายให้เลือก การฉีดขึ้นรูปเป็นกระบวนการที่ยืดหยุ่นซึ่งสามารถผลิตชิ้นส่วนสำหรับอุตสาหกรรมที่หลากหลาย
เรียนรู้เพิ่มเติม
กระบวนการในการผลิตชิ้นส่วนพลาสติกประกอบด้วยขั้นตอนพื้นฐาน 4 ขั้นตอน: ออกแบบ ตัดสินใจเกี่ยวกับกระบวนการผลิต สร้างต้นแบบ และผลิตการออกแบบ การเลือกผู้ผลิตชิ้นส่วนพลาสติกที่มีประสบการณ์ซึ่งสามารถให้การสนับสนุนและข้อเสนอแนะตลอดทุกขั้นตอนของกระบวนการจะเพิ่มโอกาสความสำเร็จของคุณ
เรียนรู้เพิ่มเติม
Papler Industry ให้บริการฉีดพลาสติกแก่อุตสาหกรรมต่างๆ รวมถึงสินค้าอุปโภคบริโภค เครื่องใช้และของใช้ในบ้าน OEM บรรจุภัณฑ์ ของเล่น เฟอร์นิเจอร์ และอุตสาหกรรมร้านขายชุดชั้นในและเสื้อผ้า
เรียนรู้เพิ่มเติม
กล่องหุ้มพลาสติกได้รับการออกแบบมาเพื่อบรรจุและปกป้องชิ้นส่วนอิเล็กทรอนิกส์และไฟฟ้าที่ละเอียดอ่อนในการใช้งานที่หลากหลาย ตัวเรือนพลาสติกคุณภาพสูงและทนทานของเราขึ้นรูปจาก ABS ทนไฟหรือโพลีคาร์บอเนตทนแรงกระแทก สำหรับการใช้งานในร่มหรือกลางแจ้งที่ต้องการเปลือกหุ้มที่ไม่ใช่โลหะ มีให้เลือกหลายขนาด รูปทรง และสี การเลือกของเราช่วยให้แน่ใจว่าคุณจะพบโซลูชันที่เหมาะสมสำหรับทุกการใช้งาน
เรียนรู้เพิ่มเติม
กล่องหุ้มพลาสติกได้รับการออกแบบมาเพื่อบรรจุและปกป้องชิ้นส่วนอิเล็กทรอนิกส์และไฟฟ้าที่ละเอียดอ่อนในการใช้งานที่หลากหลาย ตัวเรือนพลาสติกคุณภาพสูงและทนทานของเราขึ้นรูปจาก ABS ทนไฟหรือโพลีคาร์บอเนตทนแรงกระแทก สำหรับการใช้งานในร่มหรือกลางแจ้งที่ต้องการเปลือกหุ้มที่ไม่ใช่โลหะ
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปทำให้เกิดภาชนะและถังพลาสติกจำนวนมากที่ใช้บรรจุสินค้าอุปโภคบริโภค ผลิตภัณฑ์แม่พิมพ์ฉีดอื่น ๆ ที่พบในครัวเรือนจำนวนมาก ได้แก่ ภาชนะใส่เครื่องดื่ม ฝาขวด ภาชนะปลูก อุปกรณ์สำหรับทำบาร์บีคิว ฝารองนั่งชักโครก และเฟอร์นิเจอร์กลางแจ้งพลาสติกที่ใช้ในการฉีดขึ้นรูปมีความทนทานสูงสำหรับการใช้งานซ้ำๆ และทนทานต่อการเปลี่ยนแปลงสภาพอากาศและอุณหภูมิได้ดีสำหรับการใช้งานกลางแจ้ง
เรียนรู้เพิ่มเติม
ผลิตภัณฑ์ฉีดขึ้นรูปถูกนำมาใช้อย่างแพร่หลายในทุกด้านของเศรษฐกิจของประเทศ เช่น การขนส่ง บรรจุภัณฑ์ ไปรษณีย์และโทรคมนาคม การสื่อสาร การก่อสร้าง เครื่องใช้ในบ้าน คอมพิวเตอร์ การบินและอวกาศ การป้องกันประเทศ ฯลฯ ผลิตภัณฑ์เหล่านี้ได้กลายเป็นวิธีการผลิตและสินค้าอุปโภคบริโภคที่ขาดไม่ได้ .
เรียนรู้เพิ่มเติม
เครื่องฉีดพลาสติกที่มีผลิตภัณฑ์ฉีดขึ้นรูปมีการใช้งานค่อนข้างหลากหลายและหลากหลาย โดยเฉพาะอย่างยิ่งในอุตสาหกรรมการผลิตอุปกรณ์และยานยนต์ มีผลิตภัณฑ์ฉีดขึ้นรูปหลากหลายประเภทสำหรับอุปกรณ์เสริม
เรียนรู้เพิ่มเติม
พลาสติกมีอยู่ทั่วไปทุกหนทุกแห่ง และผู้ผลิตใช้วิธีการต่างๆ กันในการผลิตผลิตภัณฑ์พลาสติก หนึ่งในวิธีการที่ได้รับความนิยมมากที่สุดคือการฉีดขึ้นรูป นอกจากนี้ ผู้ผลิตยังใช้กระบวนการนี้เนื่องจากประหยัดค่าใช้จ่ายและช่วยในการผลิตชิ้นส่วนคุณภาพสูง
เรียนรู้เพิ่มเติม
แม้ว่าพลาสติกจะไม่นำไฟฟ้า แต่ก็ยังมีอยู่ในอุตสาหกรรมอิเล็กทรอนิกส์ อุตสาหกรรมนี้ใช้การฉีดขึ้นรูปเพื่อผลิตแผ่นปิดหน้าไฟฟ้าและอุปกรณ์อิเล็กทรอนิกส์อื่นๆนอกจากนี้ พลาสติกที่ผู้ผลิตใช้ในอุตสาหกรรมอิเล็กทรอนิกส์มักจะทนทานและต้านทานไฟฟ้าได้ดีเยี่ยม การใช้งานฉีดขึ้นรูปรวมถึงการผลิตรีโมทคอนโทรล คอมพิวเตอร์ เครื่องมือแพทย์ โทรทัศน์ ปุ่มกด ฯลฯ
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม
การฉีดขึ้นรูปเป็นกระบวนการผลิตสำหรับการผลิตชิ้นส่วนโดยการฉีดวัสดุที่หลอมเหลวเข้าไปในแม่พิมพ์หรือแม่พิมพ์ การฉีดขึ้นรูปสามารถทำได้ด้วยวัสดุหลายชนิด ซึ่งส่วนใหญ่รวมถึงโลหะ (ซึ่งกระบวนการนี้เรียกว่าการหล่อขึ้นรูป) แก้ว อีลาสโตเมอร์ ลูกกวาด และโดยทั่วไปมักเป็นเทอร์โมพลาสติกและเทอร์โมเซ็ตติ้งโพลิเมอร์ วัสดุสำหรับชิ้นส่วนถูกป้อนลงในถังความร้อน ผสม (โดยใช้สกรูเกลียว) และฉีดเข้าไปในโพรงแม่พิมพ์ ซึ่งจะทำให้เย็นลงและแข็งตัวตามการกำหนดค่าของโพรง หลังจากที่ผลิตภัณฑ์ได้รับการออกแบบ โดยปกติแล้วโดยนักออกแบบอุตสาหกรรมหรือวิศวกร แม่พิมพ์จะทำโดยช่างทำแม่พิมพ์ (หรือผู้ผลิตเครื่องมือ) จากโลหะ ซึ่งโดยปกติจะเป็นเหล็กหรืออะลูมิเนียม และกลึงขึ้นรูปอย่างแม่นยำเพื่อสร้างคุณลักษณะของชิ้นส่วนที่ต้องการ การฉีดขึ้นรูปใช้กันอย่างแพร่หลายในการผลิตชิ้นส่วนต่างๆ ตั้งแต่ชิ้นส่วนที่เล็กที่สุดไปจนถึงแผงตัวถังรถยนต์ทั้งหมด ความก้าวหน้าในเทคโนโลยีการพิมพ์ 3 มิติ โดยใช้โฟโตโพลิเมอร์ที่ไม่ละลายในระหว่างการฉีดขึ้นรูปของเทอร์โมพลาสติกที่มีอุณหภูมิต่ำบางชนิด สามารถนำมาใช้กับแม่พิมพ์ฉีดธรรมดาบางชนิดได้
เรียนรู้เพิ่มเติม ติดต่อเรา
ติดต่อเรา ที่อยู่ : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
ที่อยู่ : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 อีเมล : roger@ppl2009.com
อีเมล : roger@ppl2009.com


 IPv6 รองรับเครือข่าย
IPv6 รองรับเครือข่าย